In chemical plants, a fence isn’t just a boundary—it’s part of your safety and asset protection infrastructure. And in environments filled with acid mist, salt air, and industrial pollutants, standard fencing often fails within 3–5 years.
The real differentiator? Not cost. Corrosion protection design.
Why Chemical Plant Environments Destroy Ordinary Fences
These sites are among the harshest on earth for metal structures:
💨 Acidic gases (H₂S, SO₂, chlorine vapors)
🌊 High humidity or direct coastal exposure
🌡️ Wide temperature swings that stress coatings
🏭 Buildup of corrosive dust and chemical residues
Result? Rust, peeling paint, weakened posts—and costly early replacements.
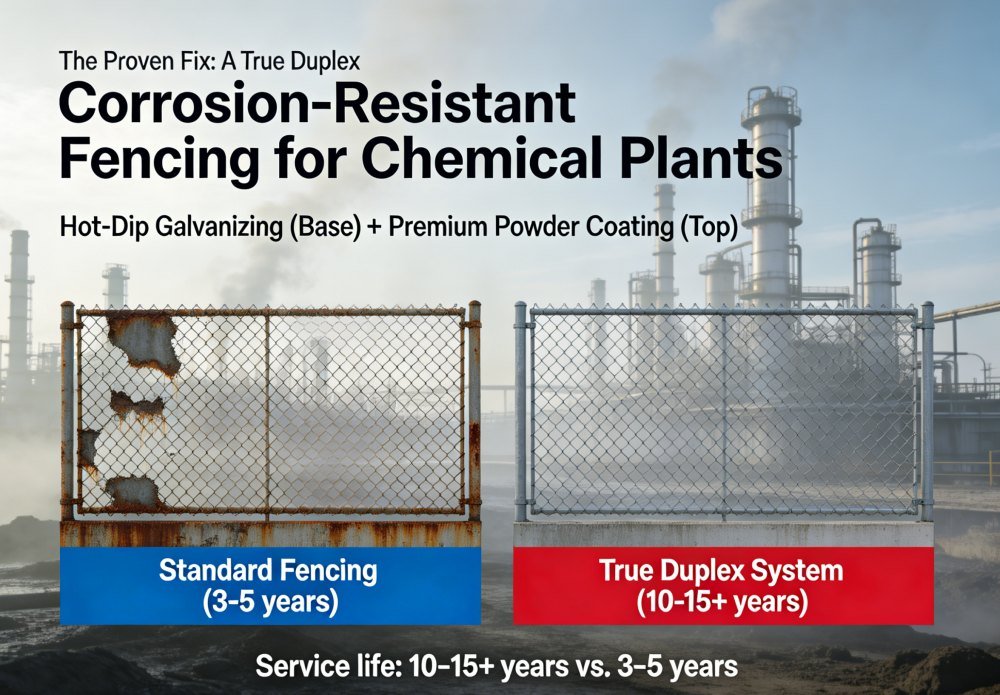
The Proven Fix: A True Duplex Protection System
We don’t rely on a single layer of defense. Instead, we use a **dual-layer “duplex” system** that’s become the gold standard for critical industrial sites:
Layer 2: AkzoNobel Powder Coating – The Performance Finish
On top of galvanizing, we apply industrial-grade powder from AkzoNobel—trusted in oil & gas, marine, and infrastructure projects worldwide. Why it matters:
☀️ Superior UV resistance = no chalking or fading
💧 Excellent adhesion = no bubbling or peeling
🧂 Enhanced salt spray performance (>1,000 hours ASTM B117)
🎨 Stable color retention for over a decade
Application Is Just as Critical as Material
Even the best powder fails if applied poorly. Our controlled process ensures reliability:
⚡ Electrostatic spraying for uniform coverage—even on complex profiles
📏 Precise film thickness (60–80µm) to avoid thin spots or runs
🔥 Standardized curing at optimal temperature/time for full polymerization
Real-World Results: What You Actually Get
With this system, chemical plant operators see:
⏳ Service life of **10–15+ years** (vs. 3–5 for standard fences)
🔧 Drastically reduced maintenance and repainting
📉 Lower total cost of ownership over the project lifecycle
🛡️ Consistent structural integrity—no hidden rust or weak points
Built for Consistency, Not Just One-Off Quality
We control every step:
Pre-treatment: Degreasing, pickling, fluxing for perfect adhesion



 With Barbed or Razor Wires & Profiled Posts D")
 & Profiled Posts D")
 & Profiled Posts D")
 & Profiled Posts D")
 & Profiled Posts D")


Leave a Reply